Zuführungen für das BTA-Bohrverfahren (auch Bohrölzuführapparate oder kurz „Bozas“ genannt) haben wir über lange Jahre konstruktiv mitbegleitet und immer wieder versucht, etwas mehr Ordnung oder ogik in dieses weite Betätigungsfeld mit einzubringen. Natürlich sind auch wir gehalten, auf die vielen bestehenden Tief-Bohrmaschinen mit ihren differenten Einbauvorgaben Rücksicht zu nehmen, aber in letzter Konsequenz war es doch sinvoller, unser Programm nochmals zu straffen und Grössen und Zwischenbereiche noch gleichmässiger zu staffeln.
Weiterhin können unsere Zuführungen an bestehende oder ganz spezielle EInspannverhältnisse angepasst werden, doch bevorzugen wir nun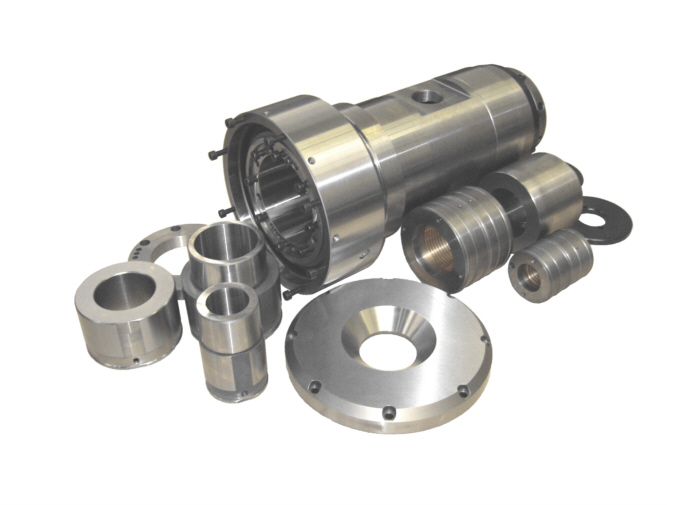 im Bereich des frei rotierenden Anbohrkopfs und im Innenbereich die Grössen 12, 5-50mm, 25-100m, 50-200mm und 100-400mm.
im Bereich des frei rotierenden Anbohrkopfs und im Innenbereich die Grössen 12, 5-50mm, 25-100m, 50-200mm und 100-400mm.
Innerhalb unseres Maschinenprogramms bieten wir auch eine erweiterte Grösse (12, 5-100mm) an, um in diesem Arbeitsbereich die Zuführungs überhaupt nicht mehr wechseln zu müssen.
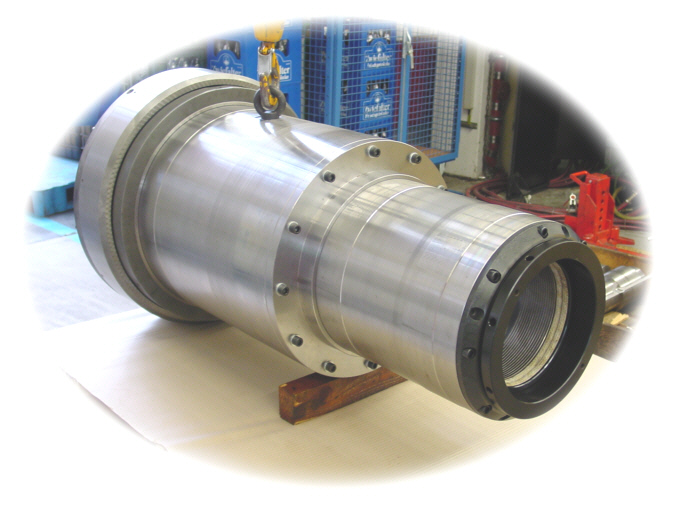
Angeboten werden Standard-Typen für die allgemeinen Bohraufgaben ebenso wie hochpräzise Ausführungen mit überwiegend gehärteten und geschliffenen Komponenten für ganz spezielle Anforderungen. Die rotierenden Köpfe können wahlweise mit Rollenlager (für Schwerlastbetrieb) oder Kugellager (für höhere Drehzahlen) ausgestattet werden und tragen frontseitig die Spann-konen für die Werkstückfixierung oder Elemte zur stirnseiteigen Abdichtung. Die Anbohrbuchsen rotieren zwecks Verbesserung der Anbohrgenauigkeit nicht mit, können aber zur Minimierung des Anbohrspalts federnd an die Anbohrebenen angelegt werden. Für die Bohrrohrführung bzw. Bohrrohrabdichtung steht neben den konventionellenLösungen auch ein schnurloses System zur Verfügung, falls Bohrrohre in sehr kurzen Intervallen (z.B. beim Lohnbohren) zu wechseln sind.

Rohe Werkstücke oder abgesägtes Ausgangsmaterial ohne weitere Endenbearbeitung nimmt man am einfachsten in einem Dreibackenfutter auf, wobei die Anbohrbuchse sinvollerweise als Flanschbuchse direkt ins Backenfutter eingeschoben und fixiert wird.
Bei Gegenlaufbetrieb müssen allerdings zwischen dem rotierenden Futterflansch und dem starren Grundgerät weitere Dichtelemente zum Schutz der Lagerung vorgesehen werden. Insofern sollte immer geprüft werden, ob der Aufwand für Drei-backenfutter, Adapterflansch und weitere Abdichtung die Mehrkosten für eine einfache Endenbearbeitung der Werkstücke nicht übersteigt.
Aufbohr- und Sonderwerkzeuge unterliegen meist nicht dem üblichen Verhältnis zwischen Bohrdurchmesser und Rohrdurchmesser. Vor allem bei Kombi-Werkzeugen (z.B. „Schälen/ Rollieren“) reichen die Innenräume der Standardgeräte längen bezogen oft nicht aus, um alles aufnehmen zu können. In solchen Fällen wird dann üblicherweise für den Einspannbereich nur der Bohrrohrdurchmesser berücksichtigt und der restliche, voluminösere Teil vorgelagert. Bei größeren Überhängen müssen allerdings Abstützelemente vorgesehen werden, welche beim Einbau von Zuführungen in einen Anfahrschlitten auch um den entsprechenden Anfahrweg verschiebbar auszuführen sind.